本实用新型公开了一种弧面加工装置,包括底座、马达和斜度夹具,马达安装于底座,斜度夹具安装于马达的输出端,斜度夹具包括固定杆和夹持杆,夹持杆的第一端安装于马达的输出端,夹持杆的第二端与固定杆连接,固定杆开有一装夹槽,装夹槽贯穿固定杆,固定杆开有第一定位槽、第二定位槽和第三定位槽,第一定位槽、第二定位槽和第三定位槽分别贯穿固定杆,第一定位槽、第二定位槽和第三定位槽分别与装夹槽连接,第一定位槽安装有第一定位销,第二定位槽安装有第二定位销,第三定位槽安装有第三定位销,本实用新型结构简单,在加工过程中砂轮可以任意前后移动,且降低了砂轮的要求,加工精度高,提高了抛光效率。
1、一种弧面加工装置,包括底座(1)、马达(2)和斜度夹具(3),马达(2)安装于底座(1),斜度夹具(3)安装于马达(2)的输出端,其特征在于:斜度夹具(3)包括固定杆(4)和夹持杆(5),夹持杆(5)的第一端安装于马达(2)的输出端,夹持杆(5)的第二端与固定杆(4)连接,固定杆(4)开有一装夹槽(6),装夹槽(6)贯穿固定杆(4),固定杆(4)开有第一定位槽(7)、第二定位槽(8)和第三定位槽(9),第一定位槽(7)、第二定位槽(8)和第三定位槽(9)分别贯穿固定杆(4),第一定位槽(7)、第二定位槽(8)和第三定位槽(9)分别与装夹槽(6)连接,第一定位槽(7)安装有第一定位销,第二定位槽(8)安装有第二定位销,第三定位槽(9)安装有第三定位销。
2、根据权利要求1所述的一种弧面加工装置,其特征在于:所述装夹槽(6)的截面呈圆形。
3、根据权利要求2所述的一种弧面加工装置,其特征在于:所述第一定位槽(7)开设于所述装夹槽(6)的中部,第一定位槽(7)贯穿装夹槽(6)。
4、根据权利要求3所述的一种弧面加工装置,其特征在于:所述第二定位销开设于所述装夹槽(6)的上侧,第二定位槽(8)与装夹槽(6)连通。
5、根据权利要求4所述的一种弧面加工装置,其特征在于:所述第三定位销开设于所述装夹槽(6)的下侧,第三定位槽(9)与装夹槽(6)连通。
6、根据权利要求5所述的一种弧面加工装置,其特征在于:所述第一定位槽(7)的截面呈圆形,所述第二定位槽(8)和第三定位槽(9)的截面呈多边形,所述第一定位销呈圆柱体,所述第二定位销和第三定位销呈多边形柱体。
7、根据权利要求6所述的一种弧面加工装置,其特征在于:所述夹持杆(5)设置有防滑纹路。
8、根据权利要求7所述的一种弧面加工装置,其特征在于:所述固定杆(4)和所述夹持杆(5)一体成型。
9、根据权利要求8所述的一种弧面加工装置,其特征在于:所述装夹槽(6)与所述固定杆(4)之间的夹角为15~30°。
10、根据权利要求9所述的一种弧面加工装置,其特征在于:所述第一定位槽(7)设置有螺纹,所述第一定位销选用螺丝,第一定位销与第一定位槽(7)螺接。
一种弧面加工装置
技术领域
本实用新型涉及技术领域,尤其是涉及一种弧面加工装置。
背景技术
在钨钢产品加工中,主要的研磨方式都是采用定制成型电镀砂轮,将工件通过夹具摆斜度研磨,加工出来的产品粗糙度很大;而且研磨时砂轮顺着产品研磨(纵向研磨),砂轮位置已经固定,不能做前后移动动作,定制砂轮不规则或是损耗后,导致加工出来的产品粗糙度更大,刀纹更深,后续抛光加工困难。因此有必要予以改进。
实用新型内容
针对现有技术存在的不足,本实用新型的目的是提供一种弧面加工装置,结构简单,加工精度高,提高了抛光效率。
为了实现上述目的,本实用新型所采用的技术方案是一种弧面加工装置,包括底座、马达和斜度夹具,马达安装于底座,斜度夹具安装于马达的输出端,斜度夹具包括固定杆和夹持杆,夹持杆的第一端安装于马达的输出端,夹持杆的第二端与固定杆连接,固定杆开有一装夹槽,装夹槽贯穿固定杆,固定杆开有第一定位槽、第二定位槽和第三定位槽,第一定位槽、第二定位槽和第三定位槽分别贯穿固定杆,第一定位槽、第二定位槽和第三定位槽分别与装夹槽连接,第一定位槽安装有第一定位销,第二定位槽安装有第二定位销,第三定位槽安装有第三定位销。
进一步的技术方案中,所述装夹槽的截面呈圆形。
进一步的技术方案中,所述第一定位槽开设于所述装夹槽的中部,第一定位槽贯穿装夹槽。
进一步的技术方案中,所述第二定位销开设于所述装夹槽的上侧,第二定位槽与装夹槽连通。
进一步的技术方案中,所述第三定位销开设于所述装夹槽的下侧,第三定位槽与装夹槽连通。
进一步的技术方案中,所述第一定位槽的截面呈圆形,所述第二定位槽和第三定位槽的截面呈多边形,所述第一定位销呈圆柱体,所述第二定位销和第三定位销呈多边形柱体。
进一步的技术方案中,所述夹持杆设置有防滑纹路。
进一步的技术方案中,所述固定杆和所述夹持杆一体成型。
进一步的技术方案中,所述装夹槽与所述固定杆之间的夹角为15~30°。
进一步的技术方案中,所述第一定位槽设置有螺纹,所述第一定位销选用螺丝,第一定位销与第一定位槽螺接。
采用上述结构后,本实用新型和现有技术相比所具有的优点是:本实用新型一种弧面加工装置,结构简单,在加工过程中砂轮可以任意前后移动,且降低了砂轮的要求,加工精度高,提高了抛光效率。
附图说明
下面结合附图和实施例对本实用新型进一步说明。
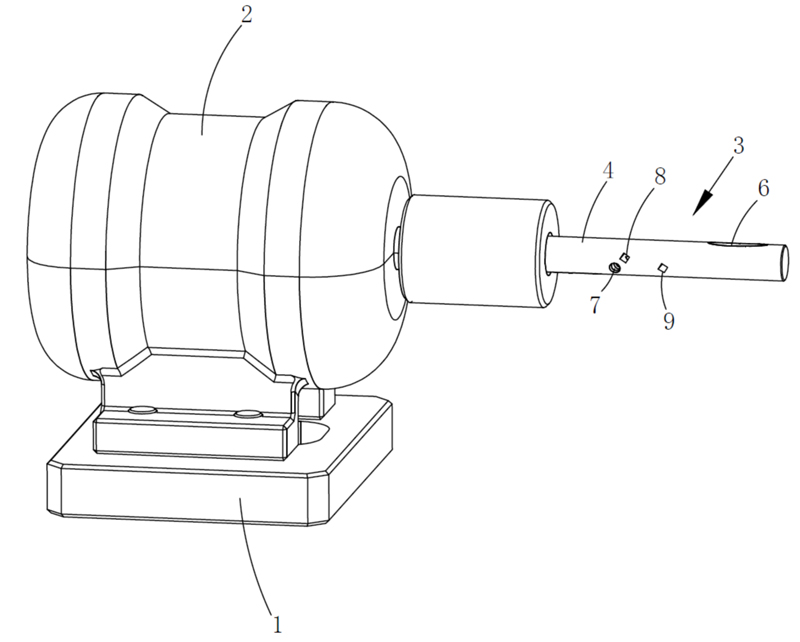
图1是本实用新型的一种弧面加工装置的结构示意图。
图2是斜度夹具的结构示意图。
图中:
1-底座、2-马达、3-斜度夹具、4-固定杆、5-夹持杆、6-装夹槽、7-第一定位槽、8-第二定位槽、9-第三定位槽。
具体实施方式
以下所述仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
实施例,见图1~2所示,一种弧面加工装置,包括底座1、马达2和斜度夹具3,马达2安装于底座1,斜度夹具3安装于马达2的输出端,斜度夹具3包括固定杆4和夹持杆5,夹持杆5的第一端安装于马达2的输出端,夹持杆5的第二端与固定杆4连接,固定杆4开有一装夹槽6,装夹槽6贯穿固定杆4,固定杆4开有第一定位槽7、第二定位槽8和第三定位槽9,第一定位槽7、第二定位槽8和第三定位槽9分别贯穿固定杆4,第一定位槽7、第二定位槽8和第三定位槽9分别与装夹槽6连接,第一定位槽7安装有第一定位销,第二定位槽8安装有第二定位销,第三定位槽9安装有第三定位销。本实用新型将工件装入装夹槽6内,通过第一定位销、第二定位销和第三定位销对工件的位置进行固定。
装夹槽6的截面呈圆形。第一定位槽7开设于所述装夹槽6的中部,第一定位槽7贯穿装夹槽6。第二定位销开设于所述装夹槽6的上侧,第二定位槽8与装夹槽6连通。第三定位销开设于所述装夹槽6的下侧,第三定位槽9与装夹槽6连通。当工件放入装夹槽6后,将第一定位销放入第一定位槽7内,抵顶于工件,对工件的前后两端进行固定,将第二定位销放入第二定位槽8内,抵顶于工件,对工件的上端进行限位,将第三定位销放入第三定位槽9内,抵顶于工件,对工件的下端进行限位。从而完成对整个工件的限位和固定。
第一定位槽7的截面呈圆形,所述第二定位槽8和第三定位槽9的截面呈多边形,所述第一定位销呈圆柱体,所述第二定位销和第三定位销呈多边形柱体。夹持杆5设置有防滑纹路。固定杆4和所述夹持杆5一体成型。装夹槽6与所述固定杆4之间的夹角为15~30°。通过圆柱体的第一定位销,多边形柱体的第二定位销和第三定位销能够更好的对工件进行固定。防滑纹路的设置使马达2的输出端能够更好的夹持斜度夹具3。
第一定位槽7设置有螺纹,所述第一定位销选用螺丝,第一定位销与第一定位槽7螺接。
本加工装置结构简单,由斜度夹具3配合马达2组成。加工时将工件由装夹槽6处装入,由第一定位销、第二定位销和第三定位销固定,将夹持杆5固定在马达2输出端的同心夹头上,开启马达2,使砂轮与零件接触完成研磨加工。优点在于砂轮无需定制,用普通的树脂砂轮加工即可。加工时砂轮可以前后移动,砂轮与零件多面接触,使零件不会在同一处产生相同的纹路而导致抛光难度增加。研磨时马达2转速调至每分钟150-200转即可。零件抛光也可用此套夹具,抛光时将马达2转速调快至研磨时的3到4倍进行抛光。对砂轮无特殊要求,不需要订制成型电镀砂轮,用普通的精细的平面树脂砂轮加工即可;最大的优势是加工出来的产品表面粗造度小,表面光滑度高,极大的提高了抛光效率,超过以前抛光效率的200%到300%。
以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
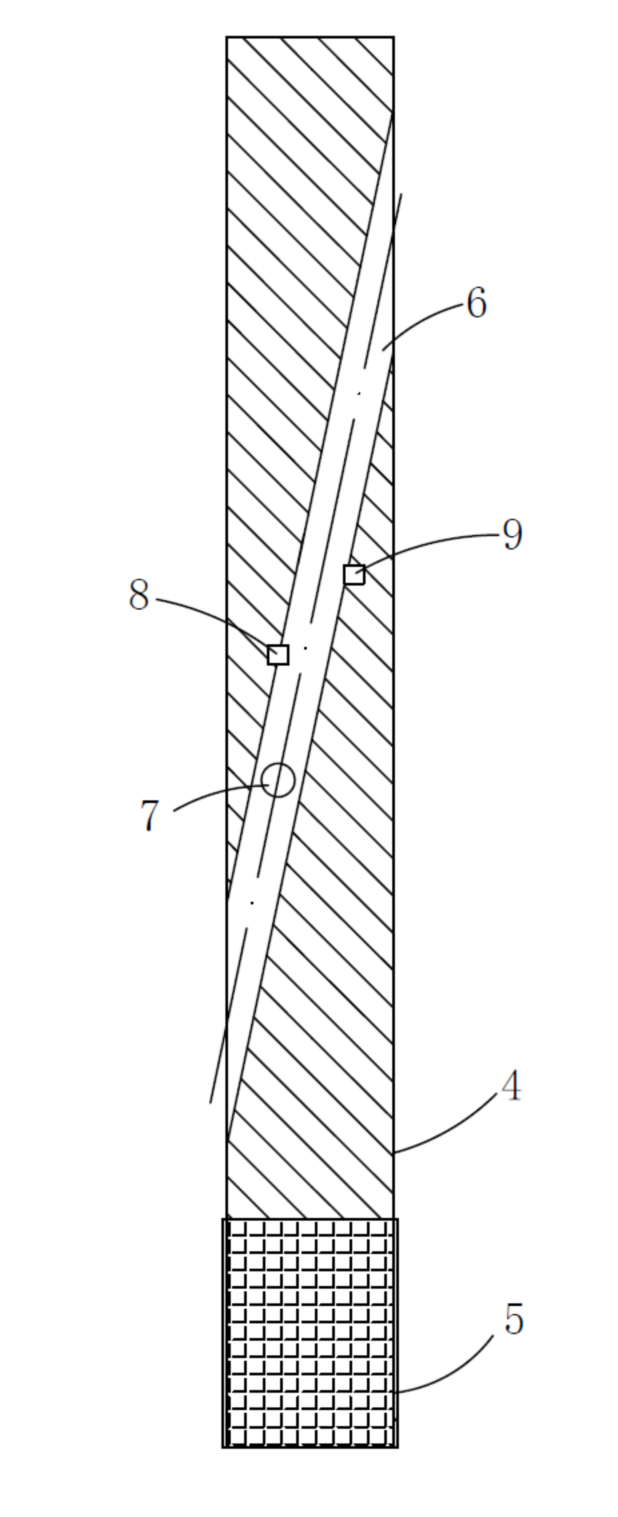
图1
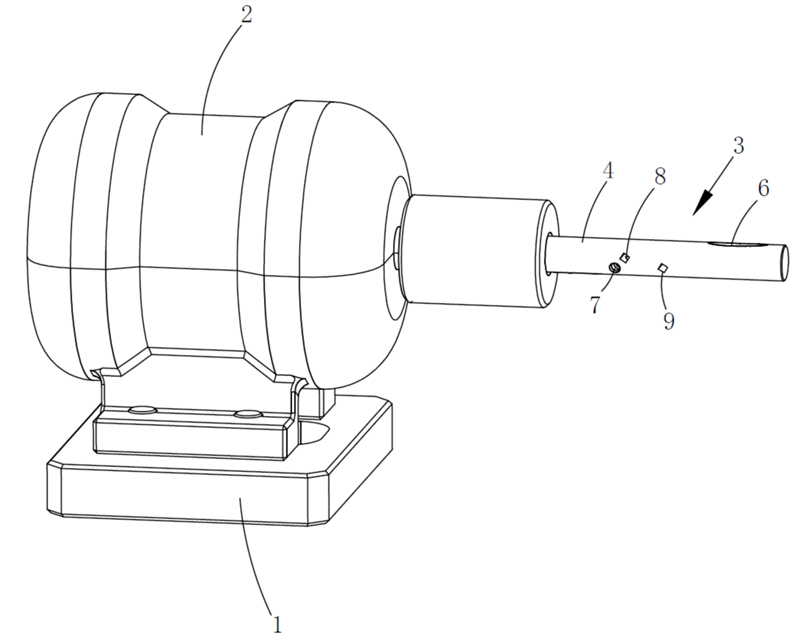
图2
